




三菱FX3U PLC 与 CCD相机角度定位上面的应用
http://www.chlingkong.com凌控导读:传统行业由原来的人工制造逐渐向机械自动化演变,单纯的手工制造已难以满足企业高速发展的要求,为了提高生产质量和生产效率,越来越多的倾向于用机器代替传统生产模式。以下是为某公司定制的自动化加工设备。项目采用三菱FX3u-128MTPLC。由于灯具上料机构无法保证角度的一致性,因此配合CCD相机辅以角度定位三菱FX3U
传统行业由原来的人工制造逐渐向机械自动化演变,单纯的手工制造已难以满足企业高速发展的要求,为了提高生产质量和生产效率,越来越多的倾向于用机器代替传统生产模式三菱FX3U 以下是为某公司定制的自动化加工设备PLC
项目采用三菱FX3u-128MTPLCPLC 由于灯具上料机构无法保证角度的一致性,因此配合CCD相机辅以角度定位PLC


如上图所示,产品上料无法保证角度的一致性应用 该机构的原理是:CCD相机是跟三菱FX3u PLC 通过RS485通信进行数据的交换应用
每次PLC请求检测前先将D100、D101、D102的值都置为0应用 再将D100.0置为1,开始检测请求。

当PLC发送完检测请求,就可以检测D100.1,如D100.1为1则检测完成,就可以提取D寄存器的其它值,并将D100.0复位为0。
D100.0为PLC是否要求检测。1为请求检测;0为不检测。收到CCD控制器检测完成后,PLC需将D100.0复位为0。


D寄存器定义说明:
D100.1为检测是否完成。1为检测完成;0为检测未完成。每次PLC请求检测前先将它置0。
D100.2为检测是否合格。1为检测合格;0为检测不合格。


D100.3为角度偏差值的正负。1为负;0为正。-180度至+180度。
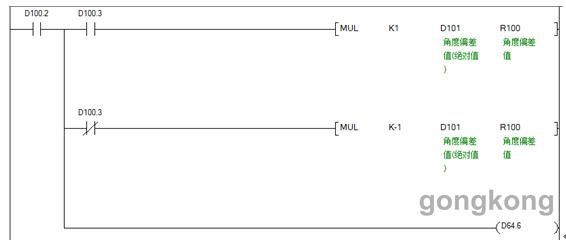
D101为角度偏差值的绝对值。单位为实际的“度”值再乘以100,取整。如果一个脉冲相当于0.01度,它就可以当实际脉冲数。

经过以上的转换,PLC和CCD相机实现了精确的角度定位。目前已经出货,整个设备运行良好。